


简约而不简单,我们的不锈钢管槽钢匠心品质产品视频将用直观的方式展示产品的核心价值。
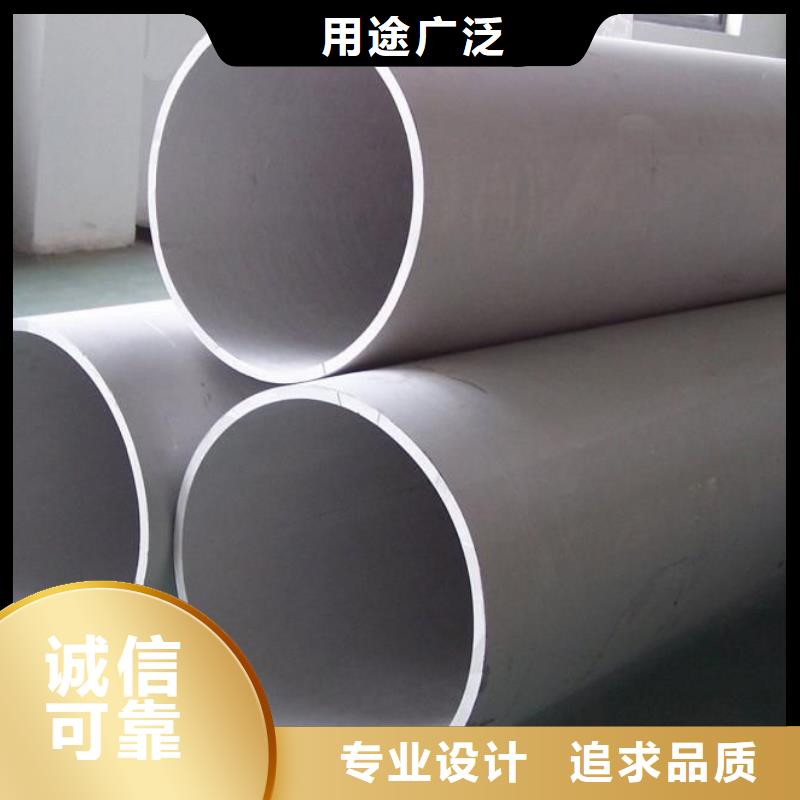
以下是:不锈钢管槽钢匠心品质的图文介绍

国耀宏业钢铁有限公司是一家集 浙江嘉兴镀锌钢板研发、生产、销售和技术服务为一体的高新企业。公司拥有科学、完整的质量管理体系,高精度的 浙江嘉兴镀锌钢板生产设备和认真负责的员工,主要生产销售 浙江嘉兴镀锌钢板,适用领域较广。公司秉承“诚实守信,品质为先”的文化理念,高质价比的 浙江嘉兴镀锌钢板产品、丰富的实践经验和完整的系统解决方案、服务于客户需求。欢迎各界朋友莅临参观、指导和业务洽谈。


碳素特殊钢(台金元素达1.6%)31%低合金钢(合金元素达3.5%)50%中合金钢(合金元素达10.0%)10%高合金钢(合金元素超过10%)9%其中:29%不需要炉外处理48%VAC处理28%VAC+SE处理投产的时间和数量计划等离子炉预计1983年9月初投产。
根据生产的品种不同,这座等离子炉的生产能力为~t/y。等离子炉的炉壳四周安装着等离子喷嘴阴极,而共用阳极安装在的中间。每个等离子烧咀装配有单独的直流供电和控制。从而各个烧咀都有可能采用的操作方式。设备具有下面的特性数据。
生产品种计划当生产下列不锈钢管品种时,等离子炉设备的生产能力为74000t/y。在等离子炉投产的同时,座25t电炉同时停产。预计在6个月之内,等离子炉和一座电炉交替地使用。在克服了等离子炉初期困难并且在所需解决的问题搞清楚以后,关闭第二座电炉。
1984年第二季度,等离子炉应该使用较高的功率并试验性地进行生产。假如有足够数量的废钢时,只有这样才有可能使用超高功率炉进行生产。等离子——初级熔化工艺现状以前不锈钢管厂曾经试验过,借助子重要的加工成本及评价准则对电炉和等离子炉工艺在常规操作工艺和超高功率操作工艺下进行比较和评价。
根据生产的品种不同,这座等离子炉的生产能力为~t/y。等离子炉的炉壳四周安装着等离子喷嘴阴极,而共用阳极安装在的中间。每个等离子烧咀装配有单独的直流供电和控制。从而各个烧咀都有可能采用的操作方式。设备具有下面的特性数据。
生产品种计划当生产下列不锈钢管品种时,等离子炉设备的生产能力为74000t/y。在等离子炉投产的同时,座25t电炉同时停产。预计在6个月之内,等离子炉和一座电炉交替地使用。在克服了等离子炉初期困难并且在所需解决的问题搞清楚以后,关闭第二座电炉。
1984年第二季度,等离子炉应该使用较高的功率并试验性地进行生产。假如有足够数量的废钢时,只有这样才有可能使用超高功率炉进行生产。等离子——初级熔化工艺现状以前不锈钢管厂曾经试验过,借助子重要的加工成本及评价准则对电炉和等离子炉工艺在常规操作工艺和超高功率操作工艺下进行比较和评价。



因此,今后几年镍市场将出现供应严重短缺的局面。到2010年国内镍消费量有可能突破40万t大关,而目前原生镍产量仅7万t左右。受资源约,镍产量增加有限,预计未来几年自产原料的镍产量很难超过10万t,而缺口30多万t的镍依靠从国外进口,只能解决其中一部分,全部由进口解决的可能性很小。
在不锈钢管厂UHP电弧炉的操作中,由于使用了新的测试,实现了的工艺操作(77MVA,110吨的炉子)。测量仪表(UCE)能检测相间电平衡,因为电平衡就会使三相电极上不锈钢耐火材料的消耗大致相同,并使生产率。对于电极的调节(TCE),所使用的新方法是按平衡调节电极的位置:熔化时有效功率不变,精炼时电弧电阻不变。
在保证三相电极平衡时,所进行的新调节会使能耗降低,电极消耗。电极位移传感器可以测量电极的垂直移动,可以作为操作机构,并能料筐加料后的熔化状况。1、电炉钢厂介绍:不锈钢管厂有一座UHP电弧炉,一台真空抽气机,一个常用的5-7吨铸锭的浇铸盘,大部分产品为滚珠轴承钢。
UHP电弧炉变压器的额定功率为77MVA,可装钢水110吨。炉子装有水冷壁板和水冷拱顶。在废钢熔化时不使用任何燃烧器。以革新的名义由EDF和ANVAR给予了资助,、法国钢铁和TRINDFL联合研究了动力传送,以使不锈钢管厂的电弧炉达到操作。
这个工作改进了炉子操作,尤其是由于配备了测试仪表,主要是电测量仪表,例如UCE(电控制嚣)或TCE(电极记录传感器)和电极移动传感器。从电弧炉动力传送的全部情况(图1),我们将预料炉子的状况,并得到下列结果:(1)电测量范围内:一一由UCE测量出三相电平衡,一一从TCE得到电极调节,尤其是原始的调节定律:有效功率=常数。
在不锈钢管厂UHP电弧炉的操作中,由于使用了新的测试,实现了的工艺操作(77MVA,110吨的炉子)。测量仪表(UCE)能检测相间电平衡,因为电平衡就会使三相电极上不锈钢耐火材料的消耗大致相同,并使生产率。对于电极的调节(TCE),所使用的新方法是按平衡调节电极的位置:熔化时有效功率不变,精炼时电弧电阻不变。
在保证三相电极平衡时,所进行的新调节会使能耗降低,电极消耗。电极位移传感器可以测量电极的垂直移动,可以作为操作机构,并能料筐加料后的熔化状况。1、电炉钢厂介绍:不锈钢管厂有一座UHP电弧炉,一台真空抽气机,一个常用的5-7吨铸锭的浇铸盘,大部分产品为滚珠轴承钢。
UHP电弧炉变压器的额定功率为77MVA,可装钢水110吨。炉子装有水冷壁板和水冷拱顶。在废钢熔化时不使用任何燃烧器。以革新的名义由EDF和ANVAR给予了资助,、法国钢铁和TRINDFL联合研究了动力传送,以使不锈钢管厂的电弧炉达到操作。
这个工作改进了炉子操作,尤其是由于配备了测试仪表,主要是电测量仪表,例如UCE(电控制嚣)或TCE(电极记录传感器)和电极移动传感器。从电弧炉动力传送的全部情况(图1),我们将预料炉子的状况,并得到下列结果:(1)电测量范围内:一一由UCE测量出三相电平衡,一一从TCE得到电极调节,尤其是原始的调节定律:有效功率=常数。


用有效功率为常数的这个方式,电测记录可证实:——熔化过程的线路上有效功率实际为常数(图4a);——电弧电压是连贯的,并且在熔化过程中进路上电压大量(由F=0.25计算曲线到F=0.15的曲线测得点的变化),而电流值降低。
在熔化过程中线路电阻降低,并且所建立的电弧得到改善,弧长增加(比值Va/l)。同样,令人满意的情况是,与电弧电阻为常数时的调节相比,有效功率为常数时倾向于调向较高的电弧电阻值。在巳知电路功率,研究很强的辐射电弧时的调节型式可:——因电弧电压可能比较高,电弧的热效应很好,——由于电流降低,电极消耗。
操作结果:操作的熔化周期中有效功率平均不变,并在精炼周期中电弧的平均电阻值为常数时,使用TCE调节,当电抗不变,使用常规的调节与使用OrCE调节的周期进行比较,从操作结果可以估计出经济效果。可得到的收益是;一—能耗降低10KWh/吨,而电极消耗降低0.1公斤/吨,—一实验目的是希望达到总收益是25KWh/吨和电极消耗为0.25Kg/吨。
一一另外,除去不锈钢耐火材料的额外消耗:初可得到生产率10%的经济效益。2、熔化操作,2、1、熔化过程电弧炉生产的状态势必要求:在熔化进行过程中,按每一线路上负载所特有的性质分别进行。为了使负载降低,对于使用无烧咀而有冷却壁板的炉子,这个同样是很必要的。
在熔化过程中线路电阻降低,并且所建立的电弧得到改善,弧长增加(比值Va/l)。同样,令人满意的情况是,与电弧电阻为常数时的调节相比,有效功率为常数时倾向于调向较高的电弧电阻值。在巳知电路功率,研究很强的辐射电弧时的调节型式可:——因电弧电压可能比较高,电弧的热效应很好,——由于电流降低,电极消耗。
操作结果:操作的熔化周期中有效功率平均不变,并在精炼周期中电弧的平均电阻值为常数时,使用TCE调节,当电抗不变,使用常规的调节与使用OrCE调节的周期进行比较,从操作结果可以估计出经济效果。可得到的收益是;一—能耗降低10KWh/吨,而电极消耗降低0.1公斤/吨,—一实验目的是希望达到总收益是25KWh/吨和电极消耗为0.25Kg/吨。
一一另外,除去不锈钢耐火材料的额外消耗:初可得到生产率10%的经济效益。2、熔化操作,2、1、熔化过程电弧炉生产的状态势必要求:在熔化进行过程中,按每一线路上负载所特有的性质分别进行。为了使负载降低,对于使用无烧咀而有冷却壁板的炉子,这个同样是很必要的。
