
想要一睹无缝管全国发货钝化产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
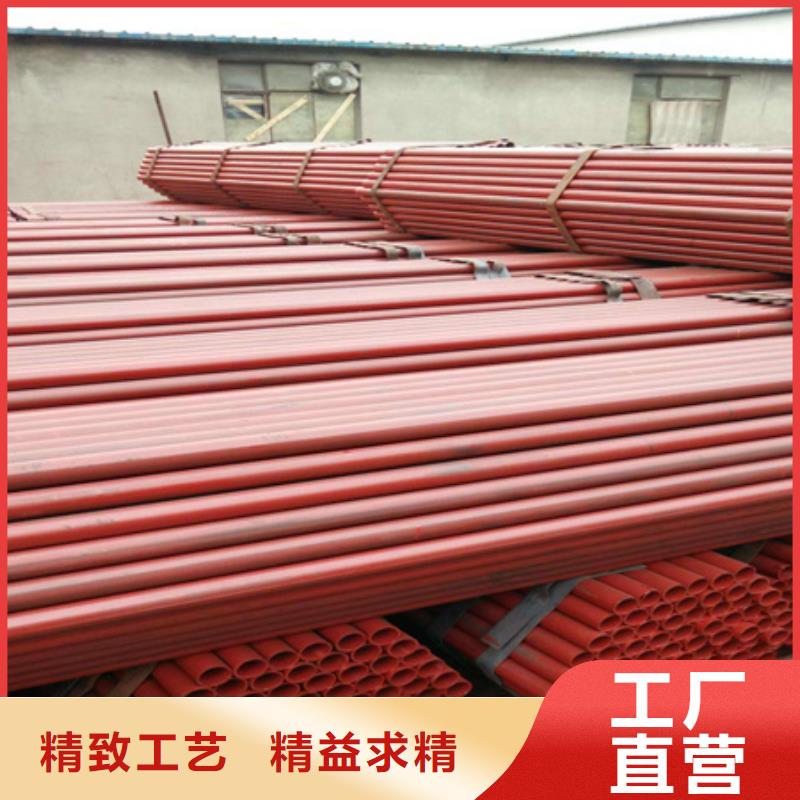
以下是:无缝管全国发货钝化的图文介绍


酸洗钝化钢管是一种化学反应,用以去除无缝钢管表面的腐锈现象。对不锈钢酸洗钝化,各类油污、锈、氧化皮、焊斑等污垢,酸洗钝化钢管处理后表面变成均匀银白色,大大提高不锈钢抗腐蚀性能,适用于各种型号不锈钢零件、板材及其设备。操作简单,使用方便、经济实用,同时添加了缓蚀剂、抑雾剂,防止金属出现过腐蚀和氢脆现象、抑制酸雾的产生。特别适用于小型复杂工件,不适合涂膏的情况,优于市场同类产品。根据不锈钢的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;铁素体、马氏体和镍含量低的奥氏体不锈钢(如420、430、200、201、202、300、301等)稀释后使用,镍含量较高的奥氏体不锈钢(如304、321、316、316L等)用原液浸泡;一般常温或加热到50~60度后使用,浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的试用情况确定),至酸洗钝化钢管表面污垢完全,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净,再用碱水或石灰水冲洗中和。注意事项钢铁零件一般在10%~20%(体积)硫酸溶液中酸洗,温度为40℃。当溶液中含铁量超过80g/L,硫酸亚铁超过215g/L时,应更换酸洗液。常温下,用20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。酸洗钝化钢管清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。采用浓度为5%~20%的硫酸水溶液,工件表面氧化皮和粘附盐类的工艺称为硫酸酸洗法。为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用6mol/L盐酸浸煮2h或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去酸洗钝化钢管表面上的铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。钢管酸洗脱脂钝化



多年来,宏钜天成钢管有限公司始终坚持“人无我有,人有我优,人优我精”的经营策略,秉承“以 辽宁铁岭无缝钢管市场为准则,以新创科技为先导”“以德做人、以诚做事”,的经营理念,扎实地走科研与生产 辽宁铁岭无缝钢管相结合的道路。常年来受到了各界的一致好评, 每个员工坚持“质量铸就品牌”的企业宗旨致力于企业核心竞争力,铸造鲜明的企业文化,追求可持续发展打造强势品牌,实现科技富民,产业报国之宏愿。

酸洗磷化钝化钢管的加工厂
酸洗钢管原理:氧化皮、铁锈等铁的氧化物(fe3o4,fe2o3,feo等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。
常用酸:酸洗用酸有硫酸、盐酸、磷酸、硝酸、铬酸、和混合酸等。*常用的是硫酸和盐酸。
酸洗工艺主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。
市面上出售的工业浓硫酸通常含spanso475%~97% (质量分数),也可以选用褐色工业硫酸溶液,它含spanso475%~78%(质量分数)。
磷化技术
磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用。磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝、锌)件也可应用磷化。钢管酸洗脱脂钝化

