





精心打磨的产品视频已准备就绪,它将带您深入弯管_中频弯管把实惠留给您的魅力世界,让您重新发现产品的无限可能。
以下是:弯管_中频弯管把实惠留给您的图文介绍


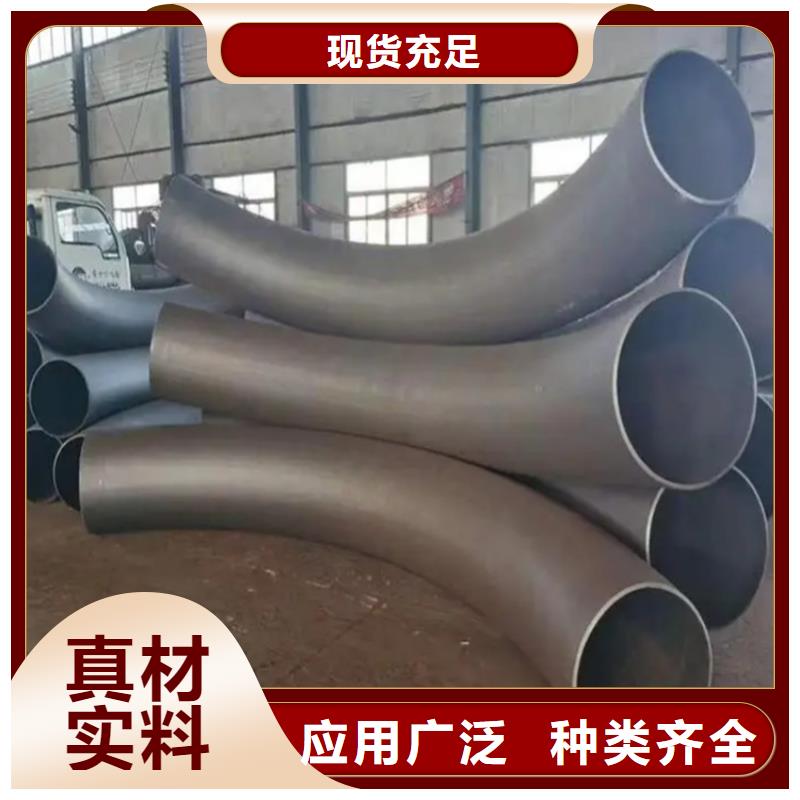
弯管加工全过程中,弯头的弯折反面壁厚被拉申变软,弯折凹面受挤压成型增厚;因为金属复合材料抗压能力能好于抗压强度特性,整体上管路被变长;管路弯折凸凹方位支承,侧边不支承,管路横截面变椭圆形。 为了保证弯管加工质量,弯头采用正向尺寸公差,在选择负向尺寸公差时,弯前水管壁厚应为设计墙壁厚度的1.06~1.25倍,弯曲半径越小,比例越大。髙压钢的弯曲半径应超过管经的5倍,其他应超过管经的3.5倍。电焊焊接无缝管弯折时,电焊焊接应在支撑力和地应力区周边。 不论是在人们的生活起居中還是工作上,在许多 地区都能够见到弯头的背影,在电力工程,原油,远洋航行,化工厂等行业的运用是十分普遍的,关键用于石油管道、集气站、打点滴等,在飞机场以及柴油发动机上更占据非常关键的影响力。在那么关键的应用状况下,弯管加工时的规范和政策法规是十分关键的。弯管加工务必按相关规范和政策法规生产加工,弯头要走明管,跨距和间隔要符合要求规定,不管弯管加工到哪种高宽比都不允许出現不稳定情况。弯管加工的原材料务必是经检测达标的,有形变,裂痕等缺点的弯头架杆,联接件和标准件禁止应用,弯头的标准件,联接件不可以焊接方式修补。 弯管加工的基本路面务必整平,压实,硬实,其金属材料基钢板务必整平,不可有一切形变,路面较绵软时务必应用扫地杆或垫块以扩大支承面和扩大可靠性。弯头上的起点、跳板务必铺装齐整,总宽,长短应保持一致。一切弯头上的起点、跳板务必固定不动坚固,服务平台表面不可有很大孔眼。



航萧管件有限公司为了更好地满足客户需求,严格控制采购、销售、仓储和运输四大过程。在质量方针“客户需求至上,环保,塑造 H型钢拉弯先锋,实现持续发展”的倡导下,我们借助于的运作、合理的价格、强大的配送设施,在 H型钢拉弯领域树立了良好的口碑,为广大用户搭建了集中采购、就近服务的资源讯息平台,并以厂方优惠价格,由用户休验品质,以提供服务为宗旨,坚持诚信、透明、公平、公正、合理的经营理念面向用户。


弯管弯曲方法加工怎样完成的。目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机. 弯管弯曲方法加工怎样完成的 在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。 目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。 如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。 在加工弯头时,对弯曲有一定的要求。 并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。 现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。


弯管的质量下降是什么原因引起的。a、影响弯管质量的原因还有这两点:弯管本身自带的弯曲性,弯管表面的腐蚀程度。在作业的时候,工作人员首先要清楚被加工管道的原材料有哪些,对于加工性能要有所了解,尤其是对其表面的腐蚀程度要做出准确的判断。 b、在纯弯曲的时候,弯管中性层的外侧受拉力在外力的影响下而变薄,内侧的受压力在这起作用下而变厚,管子的横截面因为合力的缘故发生改变,从而引起了弯管质量的下降。改善方式:按照规定要求,严格控制RX和SX的数值来确保质量。 c、弯胎的精度是可以直接决定弯管质量的原因之一,在制作弯胎的时候,尺寸一定要控制在规定范围内。 d、弯管时外侧拉力变厚内侧压力变薄,所在的方位和弯管的方式是不一样的,在压缩弯曲的过程中,中性轴是处在距离外壁的三分之一的地方,在回弯工作的时候,中性轴是在距离外壁的三分之二处,由此可见,使用旋弯的方法对于弯曲薄壁管道是有益处的。



